

ถ้าบริษัทไม่เข้าใจ Cpk ลูกค้าจะงานเข้าอย่างไร
ก่อนจะมารู้จัก Cpk เราควรจะต้องรู้จักความสามารถของกระบวนการ โดยอัตราส่วนความสามารถของกระบวนการจะมีวิธีการดูดังนี้
ค่า Cp ดูว่าค่าชิ้นงานที่ผลิตเกาะกลุ่มหรือไม่ โดยค่า Cp ต้องมากกว่า 1.33 แต่บางครั้งถึงแม้ตัวเลขของค่า Cp ที่ได้มาก็ไม่ได้หมายความว่าความสามารถของกระบวนเรานั้นยอมรับได้ เพราะอาจเป็นไปได้ว่าชิ้นงานที่ได้อาจหลุดจากค่า Control limit แต่ค่าเกาะกลุ่มก็มีค่า Cp ที่สูงได้เช่นกัน
ค่า Cpk เป็นตัวชี้วัดว่าค่าชิ้นงานที่ผลิตเกาะกลุ่มอยู่ในค่ากลางหรือไม่
ตัวอย่าง
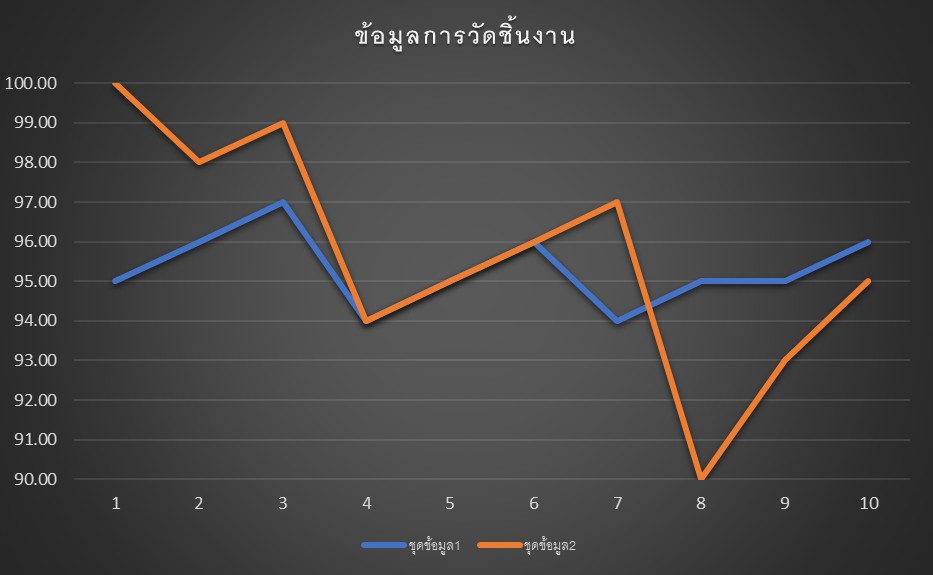
บริษัท M และ บริษัท C ได้รับชิ้นงานสเปคเดียวกันมาผลิตและได้มีการเก็บตัวอย่างบันทึกผลอย่างละ 10 ชิ้นเพื่อบันทึกผล ซึ่งชิ้นงานมีค่า Toralance 95± 5 ได้เก็บตัวอย่างมาดังนี้ โดยที่
– ค่าเฉลี่ย บริษัท M อยู่ที่ 95.3 และส่วนเบี่ยงเบนมาตรฐานอยู่ที่ 0.90
– ค่าเฉลี่ย บริษัท C อยู่ที่ 96.1 และส่วนเบี่ยงเบนมาตรฐานอยู่ที่ 2.83
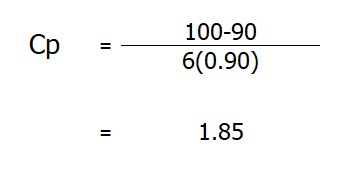
สูตรในการคำนวณค่า Cp

ค่า Cp ของบริษัท M จากสูตร
ค่า Cp ของบริษัท C จากสูตร
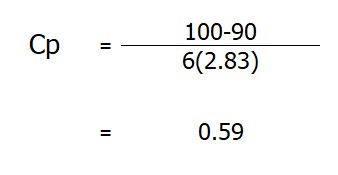
ทำไมค่า Cp น้อยถึงไม่ดีเพราะว่าข้อมูลมีค่ากระจายตัวเยอะอาจมีโอกาสหลุดออกจากค่าออกจาก Control limit ให้รีบ Action ก่อนจะได้ไปหลุดออกจาก Control Spec ก็คือ >90 <100
ยกตัวอย่างในกรณีที่มีชิ้นงานหลุดการควบคุม ของบริษัท C
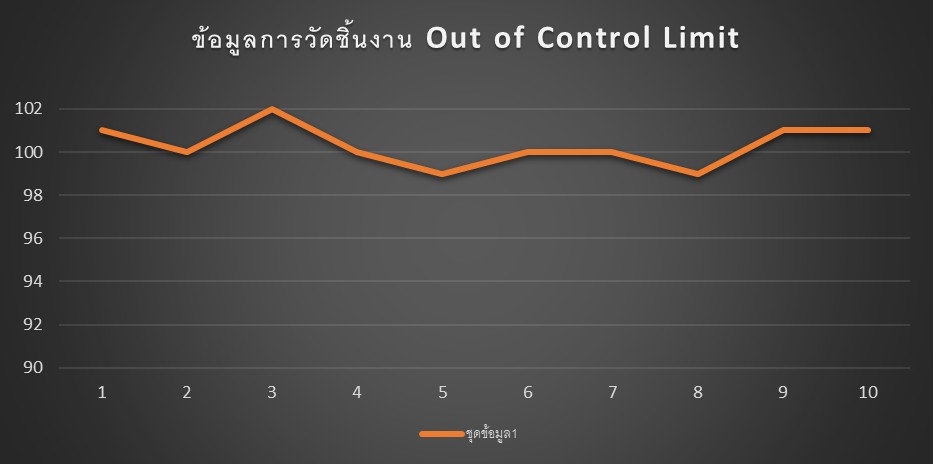
ค่า Cp ของบริษัท C จากสูตร
จากตัวอย่างที่กล่าวมาข้างต้น บริษัท C มีค่า Cp ที่อยู่สูงกว่าระดับมาตรฐาน ซึ่งปกติตัวเลขนี้เป็นตัวเลขที่อยู่ในระดับที่ยอมรับได้ทั้งลูกค้าและผู้ผลิต แต่เนื่องจากผลการวัดชิ้นงานที่บ่งบอกในกราฟข้างต้น ค่าที่วัดได้เกินกว่าขีดจำกัดบนที่สามารถรับได้ จึงส่งผลให้ชิ้นงานที่ผลิต NG
เราจึงจำเป็นที่จะต้องนำ Cpk เข้ามาแก้ปัญหาเพื่อหาค่าความคลาดเคลื่อนของตัวเลขหลักในการคำนวณค่า Cpk มีดัวนี้
การเปรียบเทียบค่า Cpk ระหว่าง บริษัท M และ บริษัท C
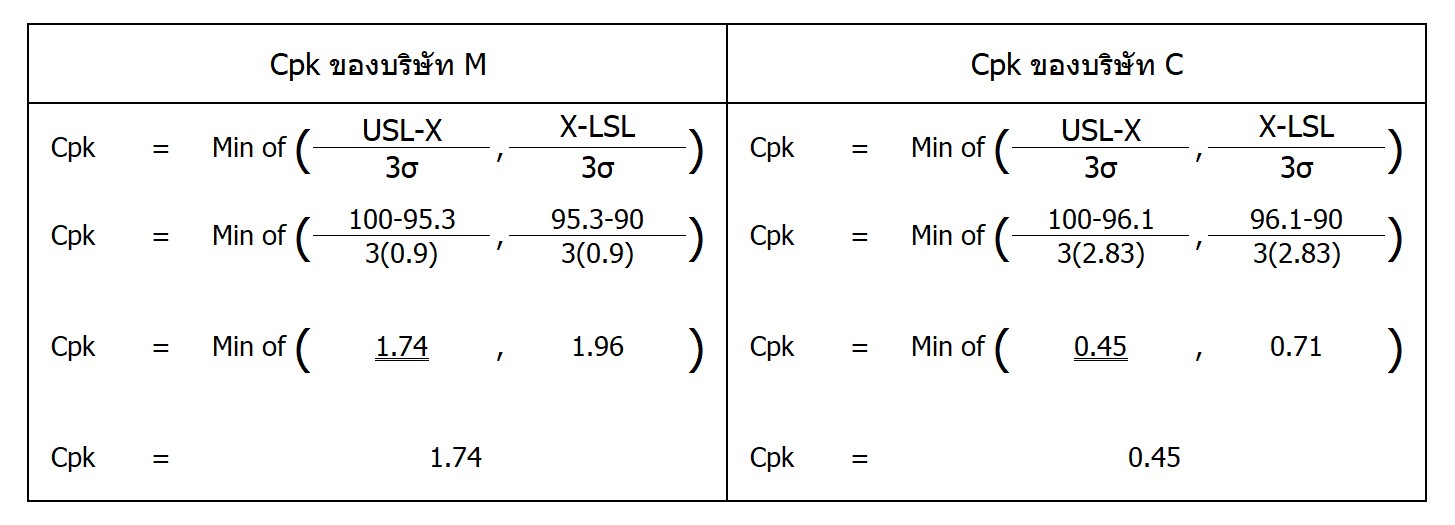
**เมื่อ Cpk ของบริษัท C ต่ำกว่า 1.00 แสดงให้เห็นว่า บริษัท C ต้องรับผิดมีการปรับเปลี่ยนกระบวนการทำงาน**
ค่า Cp จะสื่อความหมายถึงข้อมูลความสามารถกระบวนการจริงเปรียบเทียบกับข้อกำหนด หากมีค่ายิ่งสูงแสดงถึงความสามารถกระบวนการมีสูง กระบวนการมีเสถียรภาพ ส่วนกรณีของการพิจารณาค่า Cpk นั้น โอกาสที่จะออกนอกขอบเขต Specification ด้านล่างด้านบน โดยยิ่งมีค่าสูงแสดงถึงความสามารถของกระบวนการที่มีประสิทธิภาพสูงและโอกาสที่จะออกนอกค่า Specification ยิ่งน้อยลงไปด้วย
เพราะฉะนั้นการทำ Cp,Cpk (Process Capability) เป็นการการันตีได้ว่าสินค้าหรือชิ้นงานของเราได้รับการตรวจสอบ รวมถึงกระบวนการที่ส่งผลกระทบกับชิ้นงานที่ได้รับการตรวจสอบและพัฒนาอย่างมีประสิทธิภาพ เพื่อให้มาตรฐานของชิ้นงานตรงไปตามความต้องการของผู้ซื้อ เหล่าบรรดาผู้ขายและผู้ผลิตส่วนใหญ่ที่มีการรองรับมาตรฐานจึงไม่สามารถละเลย การวิเคราะห์ความสามารถของกระบวนการไปได้ ทุกองค์กร ทุกผลิตภัณฑ์ ล้วนแต่มีการตรวจสอบคุณภาพสินค้าทั้งหมด เนื่องจาก Cpk ไม่ได้บอกเราแค่คุณภาพของสินค้าเราแต่ยังเชื่อมโยงไปจนถึง กระบวนทั้งหมดของสินค้าเรา หลักการนำมาปรับใช้ภายในองค์กร ให้เราเริ่มจากการสุ่มตรวจชิ้นงานที่ได้จากผลิต และบันทึกค่าที่ได้ หลังจากนั้นนำค่าที่ได้มาหาค่าเฉลี่ยและค่าเบี่ยงเบนของชิ้นงานหากเราพบว่า ชิ้นงานที่วัดค่าได้มีเกินขอบเขตมาตรฐานที่เรากำหนดไว้ ไม่ว่าจะสูงกว่าหรือ ต่ำกว่ามาตรฐาน ควรต้องรีบหาสาเหตุและดำเนินการแก้ไขอย่างเร่งด่วน หากในกรณีที่ชิ้นงานได้มาตรฐานตามเป้าหมายแล้วแต่ค่าเบี่ยงเบนสูงกว่ามาตรฐานที่ตั้งไว้ ซึ่งมีโอกาสที่ผู้ซื้อและผู้ขาย ไม่พอใจกับชิ้นงานที่ผลิตออกมา อาจจะต้องมีการเจรจาระหว่างผู้ซื้อและผู้ขายเกี่ยวกับกระบวนการผลิตที่ไม่สามารถควบคุมค่าเบี่ยงเบนมาตรฐานได้ อย่างไรก็ตาม การวิเคราะห์ความสามารถของกระบวนการ (Process Capability, Cpk) นั้นเป็นสิ่งสำคัญที่ควรคำนึงถึงเป็นอันดับต้นๆ เพื่อให้ผู้ซื้อและผู้ขายเข้าใจความสามารถของกระบวนการะและผลิตภัณฑ์ก่อนการซื้อขาย
ขอขอบคุณแหล่งที่มา
- https://www.tpa.or.th/publisher/pdfFileDownloadS/qm196_P15-18.pdf
#mitsumoto #mitsumotothailand #lean #จุกปิดกันฝุ่น #mitsumotoendcap #mitsumotodustcap #มิซึโมะโตะ #จุกป้องกันฝุ่น #จุกครอบฝาท่อ #จุกพลาสติกอุดท่อ #Endcapmitsumoto #theminalsleeve #จุกพลาสติกกันฝุ่น #จำหน่ายendcap #Automotive #dustcap #plugcap #siliconeplug #siliconeอุดท่อ #endcap #plastic #plasticinjection #rubber #automotiveimpact #อุตสาหกรรมยานยนต์และรถไฟฟ้า